Как ровно согнуть лист металла
Многие задаются вопросом: как ровно согнуть лист металла? И не удивительно, ведь при выполнении строительных работ может появиться необходимость в выполнении подобной процедуры.

Трубы небольшого диаметра сгибают при помощи тисков. Очень часто при строительных процессах возникает потребность согнуть трубы довольно большого диаметра. Для подобной работы необходимы специальные станки, на которых выполняют сгибание металлических листов и труб. Сгибаемый компонент при этом не деформируется.
Как ровно согнуть лист оцинковки, изготовление отлива
При изготовлении изделий из листового железа для его сгибания традиционно применяются приспособления, которые так и называются – листогибы. Однако согнуть лист оцинковки можно и без помощи специальных устройств, пользуясь подручными средствами. Например, способом, который описывается ниже. Как ровно согнуть лист оцинкованного железа
Для того чтобы ровненько согнуть лист оцинковки точно по размеченной на нем линии понадобится: • швеллер;
• труба квадратного сечения или длинный массивный уголок;
 • две струбцины любого типа;
• две струбцины любого типа;
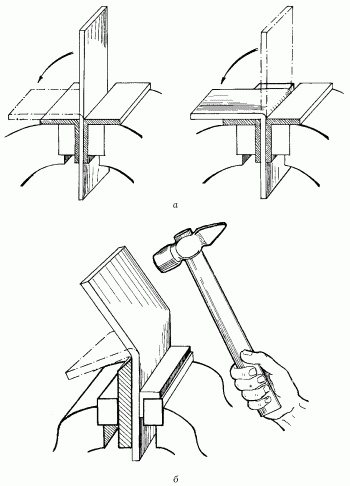
 4. Переворачивают получившуюся конструкцию на бок и легкими ударами киянки загибают свободную часть листа оцинковки на швеллер. Сначала, поочередно, углы, а затем по всей длине линии сгиба.
4. Переворачивают получившуюся конструкцию на бок и легкими ударами киянки загибают свободную часть листа оцинковки на швеллер. Сначала, поочередно, углы, а затем по всей длине линии сгиба.
 5. Киянкой простукивают всю загнутую на швеллер часть оцинковки. 6. Снимают струбцины с конструкции и получают лист оцинкованного железа, аккуратно согнутый точно по намеченной линии. Загибая оцинкованный лист указанным способом, можно делать из него не очень сложные фигурные изделия. Например, ровный и аккуратный наружный подоконник.
5. Киянкой простукивают всю загнутую на швеллер часть оцинковки. 6. Снимают струбцины с конструкции и получают лист оцинкованного железа, аккуратно согнутый точно по намеченной линии. Загибая оцинкованный лист указанным способом, можно делать из него не очень сложные фигурные изделия. Например, ровный и аккуратный наружный подоконник.
Как сделать из листа оцинкованного железа наружный подоконник (отлив) Для того чтобы сделать из уже согнутого так, как рассказывалось выше, оцинкованного листа отлив, работу над ним продолжают следующим образом: 1. Размечают и прочерчивают на нем карандашом ещё одну линию сгиба, отстоящую от первой на расстояние, равное ширине отлива.
 Читайте также:
Читайте также:

2. Укладывают лист линией сгиба на край швеллера и прижимают его вдоль неё трубой. 3. Стягивают всю конструкцию струбцинами.
 4. Снова укладывают её на бок и загибают киянкой незажатую часть листа на швеллер в том же порядке, как и при устройстве первой полочки отлива – сначала углы, а затем центральную часть. 5. Простукиванием киянки выравнивают плоскость загнутой части листа на швеллере. 6. Снимают струбцины и разбирают конструкцию. В результате получается аккуратный и эстетичный отлив, сделанный из оцинкованного железа без применения каких-либо специальных приспособлений.
4. Снова укладывают её на бок и загибают киянкой незажатую часть листа на швеллер в том же порядке, как и при устройстве первой полочки отлива – сначала углы, а затем центральную часть. 5. Простукиванием киянки выравнивают плоскость загнутой части листа на швеллере. 6. Снимают струбцины и разбирают конструкцию. В результате получается аккуратный и эстетичный отлив, сделанный из оцинкованного железа без применения каких-либо специальных приспособлений.
Полный видеоматериал по теме статьи
Источник (Source)
Как ровно согнуть лист металла? Этапы:



Совет: при сгибании деталей учитывается его толщина, пластичность и определяется радиус кривизны.
Технология гибки метала
Сгибание листового металла подразумевает осуществление определенных действий, которые приводят к тому, что материал приобретает нужную форму. Процесс сгибания металла выполняется без помощи сварочных или других соединений, уменьшающих долговечность и прочность материала.
При сгибе наружные слои изделия растягиваются, а внутренние сжимаются. Технология заключается в том, чтобы одну часть перегнуть по отношению к другой на требуемый угол.
-
Читайте также:

Вовремя гибки металлический лист подвергается деформации. Ее величина зависит от толщины изделия, пластичности, угла изгиба и скорости сгибания. Сам процесс выполняют на оборудовании, за счет чего не образуются повреждения. Если согнуть деталь неправильно, то на его поверхности могут произойти разные дефекты, вследствие чего на линии изгиба металл получает разные повреждения, что может привести к ее поломке.

Напряжение изгиба должно быть больше, чем предел его жесткости. В результате гибки может происходить пластическая деформация. При этом после операции сгиба готовая конструкция будет хранить ту форму, которая была ей задана.
Преимущества процесса ровной гибки листа металла:
- Высокая производительность процесса.
- В результате сгибания можно получить заготовку без шва.
- Готовая конструкция имеет высокую устойчивость к коррозии.
- На месте сгиба не образуется ржавчина.
- Конструкция является цельной.
- Высокая прочность.
- Специальное оборудование стоит довольно дорого.
- Ручная гибка достаточно трудоемкая.
В отличие от конструкций, выполненных путем сгиба металла, на сварных конструкциях присутствует сварной шов, который подвергается ржавчине и коррозии.

Сгиб изделий выполняется вручную или с использованием специальных устройств. Ручной изгиб – сложная и трудоемкая процедура, которая выполняется при помощи плоскогубцев и молотка. Если нужно ровно согнуть лист металла небольшой толщины, применяют киянку.
Сгибание листового металла осуществляют при помощи вальцов, роликовых станков или пресса. Чтобы материалу придать форму цилиндра, применяют гидравлические, ручные или электропроводные вальцы. Подобным методом производят трубы.


Гибка листового металла используется в целях домашнего строительства для производства водостоков, металлических каркасов, профилей, труб и прочих конструкций. При сгибании материала своими руками можно выполнить трубы разного диаметра. С помощью станков загибаются изделия с цинковым покрытием. Для этого следует изготовить станок, желательно по шаблону.
При загибе какого-либо изделия следует определить его параметры. Длина конструкции вычисляется с учетом радиуса. Для заготовок, которые сгибаются под прямым углом, без образования закруглений, припуск должен составлять 0,6 мм от общей толщины листа.
Собственноручно можно сгибать следующие металлы:
Радиус изгиба будет зависеть от качества металла и варианта гибки.
Как ровно согнуть лист металла своими руками?
Для изготовления скобы методом гибки применяют следующие инструменты и материалы:
- тиски;
- металлический лист;
- оправа;
- молоток;
- электропила по металлу;
- брусок.
Заранее по схеме вычисляется длина полосы заготовки и выполняется расчет сгибания металлического листа. В расчете на каждый загиб делается запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заранее составленной схеме выпиливается заготовка и делается отметка места загиба. Для того чтобы согнуть материал используют тиски с угольниками.
Сначала на уровне изгиба нужно зажать в тисках заготовку. Затем при помощи молотка осуществляется первый загиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после чего выполняется второй загиб.

Как ровно согнуть лист металла: изготовление станка своими руками
Для того чтобы создать устройство, позволяющее в домашних условиях выполнить изгиб металлического листа необходимо подготовить следующие материалы и инструменты:
-
Читайте также:

- уголок 80 мм;
- болты;
- металлическая балка двутавр 80 мм;
- петли;
- сварочный аппарат;
- струбцины;
- рукоятки;
- стол.
Все работы начинаются с подготовки основы самодельного станка из профиля – двутавра 80 мм. После этого сверху к двутавровой балке прикручивается уголок 80 мм на два болта. Во время сгибания он будет крепить заготовку. Под уголок приваривается три петли от стальных дверей, вторые половинки которых приваривают к самому уголку.
Чтобы выполнить гибку, к уголку привариваются две рукоятки по 800 мм, при помощи которых можно будет поворачивать станок. Листогиб прижимается к столу при помощи двух струбцин. Прижимной уголок откручивается. Затем укладывается заготовка, а уголок перемещается на место.

При необходимости его можно будет приподнять, не снимая при этом. После этого материал продевают между двутавром и уголком. Металлический лист аккуратно выравнивается. Затягиваются болты и при помощи поворота заготовка сгибается на требуемый угол.
Самодельный станок – устройство не универсальное, так как его используют для сгибания листов маленькой толщины. Если есть необходимость в загибе материала с большой толщиной, следует применять станки, выполненные на производстве.
Как сделать листогиб своими руками
Разнообразные листогибочные операции – важная часть общих работ по строительству или ремонту собственного дома. Без применения специального оборудования качественно их выполнить невозможно.
Для одноразовой гибки листовых заготовок допустимо арендовать подходящее приспособление у соседа или знакомого. Но при частом выполнении подобных процедур целесообразнее иметь под руками ручной листогибочный станок собственного изготовления.
При наличии определённых навыков, инструмента и помещения сделать самодельный листогиб не так уж ложно.
Модель самодельного листогиба
Составление технического задания
Благодаря возможностям Интернета можно достаточно быстро подыскать необходимый комплект чертежей, а на канале даже посмотреть рекламно-информационные ролики об устройстве и принципе действия требующегося агрегата.
Однако все эти материалы являются строго индивидуальными, а потому предназначались их авторами под конкретные листогибочные операции. Поэтому перед сооружением листогиба своими руками необходимо сделать правильный выбор его будущих технических характеристик.
Главными из них должны быть следующие:
- максимальная ширина изгибаемого металла, мм;
- наибольшая толщина заготовки, мм;
- желаемый диапазон углов гибки;
- габаритные размеры механизма (длина, ширина, высота);
- требуемая точность гибки.
Непосредственный выбор предельных значений перечисленных параметров зависит от условий применения станка, который будет гнуть изделия из листовых металлов.
В частности, при сооружении кровли придётся, скорее всего, иметь дело с оцинкованной жестью или сталью толщиной не более 1 мм.
При обработке меди чаще употребляется ещё более тонкий лист или полоса, а при изготовлении своими руками ограждений и перил, наоборот, толщина металла может составлять 2 — 3 мм.
При выборе оптимальной ширины заготовки – листа или полосы – следует исходить из того, что ширина детали редко когда превысит 1000 мм (в крайнем случае смежные заготовки затем можно будет соединить в фальц с помощью того же станка).
Чертеж самодельного листогибочного станка
Самым сложным пунктом технического задания считается выбор оптимального диапазона значений углов гибки металлов. Если с верхним пределом – 180° – всё понятно, то нижнее значение должно быть выбрано весьма грамотно.
Естественным следствием гибки большинства листовых металлов в холодном состоянии является пружинение – самопроизвольное уменьшение фактического угла гиба в связи с упругими свойствами деформируемого металла.
Пружинение зависит от:
- Пластичности материала: например, для низкоуглеродистой стали максимальный угол пружинения составляет 5 — 7°, а для высокоуглеродистых – до 10 — 12°. Ещё больше пружинят легированные стали и сплавы. В частности, для алюминиевого сплава АМг6 наибольшее пружинение может составлять 12 — 15°;
- Толщины изгибаемой детали: с уменьшением толщины металла пружинение снижается;
- Угла гибки: при уменьшении данного угла пружинение практически всех металлов возрастает. В частности, при сравнительно малых углах гибки (до 15 — 20°) согнуть заготовку из большинства видов листовых металлов и сплавов обычным способом на заданную величину вообще невозможно: приходится использовать агрегаты с одновременным продольным растяжением листа. Такие станки своими руками сделать неосуществимо: потребуется установка и отладка специального гидравлического привода. Поэтому в подобных случаях проще изгибать деталь обычными ударами киянки по, например, деревянной матрице.
- Чертеж-схема самодельного листогиба
Как выбрать кинематическую схему гибочного станка
Наиболее доступны для изготовления своими руками станки, в которых листовой металл будет изгибаться в результате поворота подвижной траверсы. Принцип действия такого станка заключается в следующем.
Подлежащая гибке заготовка устанавливается на направляющую плоскость нижнего стола станка и фиксируется по упору, который закреплён на опорной раме устройства (желательно предусмотреть регулировку упора).
В направляющих рамы листогиба двигается возвратно-поступательно верхняя траверса, которая при своём движении вниз зажимает своей линейкой изгибаемое изделие.
Впереди нижнего стола находится поворотная балка, которая может поворачиваться вокруг своей оси.
Поворот может производиться рукояткой от рычажного привода, но может быть изготовлен вариант с ножным приводом.
В последнем случае руки оператора остаются свободными, что облегчает манипулирование заготовкой при её прижиме к линейке верхней траверсы. Кроме того, при ножном управлении листогибом меньше устают руки.
Набор гибочного инструмента на верхней и поворотной балках может изменяться. Проще всего с этой целью заказать комплект пуансонов и матриц с требуемыми радиусами гиба, и стандартными посадочными местами. В заказ придётся отправить все детали – линейку, прижим и т.п. – которые потребуют для своего изготовления квалифицированных фрезерных работ.
Скос верхней балки будет определять наибольшее значение угла гиба, на который может изменить свою ось листовой металл.
Что того, чтобы сделать такой агрегат своими руками, потребуются следующие материалы:
- стальной швеллер номером от 6 и выше;
- комплект стальных уголков, предназначенных для изготовления своими руками опорной рамы станка;
- толстолистовая широкополосная сталь, из которой будут изготавливаться поворотная, верхняя и нижняя балки;
- крепёжные изделия в ассортименте;
- пруток для изготовления ручного рычажного привода поворота балки.
Для облегчения работ можно воспользоваться также слесарными тисками, направляющими от списанного токарного станка, а также массивными петлями от стальных входных дверей.
По подобному принципу можно сделать и самодельный листогиб, используя деревянные детали.
Он, правда, сможет изгибать только алюминий и тонколистовую сталь (до 1 мм толщины), но во многих случаях этих возможностей бывает вполне достаточно, а трудоёмкость работ по сооружению листогиба своими руками заметно снизится.
В частности, отпадает потребность в сварочных операциях. Следует отметить, что рабочие детали такого станка должны изготавливаться только из древесины твёрдых пород (сосна, ель не подходят).
Определившись с принципом действия листогиба, можно поискать и подходящие чертежи. Впрочем, человек с инженерным образованием, сможет изготовить комплект чертежей и самостоятельно. Преимущество такого варианта состоит в том, что ряд рабочих чертежей оперативно видоизменяется и перерабатывается под конкретные возможности и исходные материалы.
Чертежи листогиба должны учитывать способ его установки. Для небольших агрегатов, например, станок для гибки может быть передвижным или даже переносным. В противном случае придётся, используя сварку, сделать устойчивое основание, иначе излишняя подвижность станка будет снижать точность работ на нём.
По готовности станка необходимо выполнить его проверку на работоспособность и точность. Для этого изгибают тестовую полоску из толстого картона необходимой толщины. Если гиб выполнен правильно, то высота полок полоски будет одинаковой, а на её поверхности не останется следов от деформирующего инструмента.
, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Как согнуть лист
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками. Подходят для изготовления крупногабаритных изделий небольшими сериями.
- Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Как своими руками сделать водосток на даче
По традиции любые стройки и ремонты на даче финансируют по остаточному принципу, если, конечно, сам дачный дом не занимает два-три этажа на участке в пару гектаров. В этом случае система водостока будет фирменной и установленной специалистами. Для бюджетного варианта постройки рано или поздно приходится делать водосток своими руками. Это лучше, чем купить дорогую металлопластиковую систему водосбора и через неделю обнаружить ее пропажу.
Способы сборки водостока на даче
- Приспособить на домике старую советскую сливную систему из крепкой жести или оцинковки;
- Построить водосток из деревянных досок и подручных полимерных материалов;
- Собрать почти фирменную систему водостока из канализационной пластиковой трубы, купленной по случаю ремонта в квартире.
Важно!
Неважно, какой вариант водостока вы выберете. В любом случае, приобретенный опыт позволит вам своими руками создавать водосток вполне достойного качества, который по достоинству будет оценен вашими соседями по даче.
Своими руками можно сделать все, было бы время и желание.
К сожалению, на дачном участке не всегда есть возможность работать профессиональным ручным электроинструментом, поэтому многие операции, особенно сварочные или сверловочные работы, приходится выполнять своими руками в домашних условиях или в гараже. Соответственно, срок постройки водостока своими руками может слегка затянуться. Но многое можно сделать своими руками практически на коленке, без специального оборудования.
Водосток из дерева и полиэтилена
Оба материала довольно легко можно отыскать или подобрать своими руками даже в загородных условиях. Пока будет придуман и изготовлен приличный вариант водостока, можно своими руками сделать времянку, которой запросто хватит на пару недель. Нет смысла откладывать то, что можно сделать своими руками в течение нескольких часов.
Для изготовления водостока необходимо подобрать тонкую доску 150х10мм, общей длиной, равной двойному периметру свеса крыши постройки. Далее процесс изготовления своими руками сводится к следующим операциям:
- Сбиваем гвоздями или соединяем доски длинными сторонами попарно под углом в 90о;
- Получившиеся деревянные уголки соединяем внахлест так, чтобы образовались длинные, в размер стены дома, деревянные желоба;
- Из стальной катанки и обрезков досок своими руками изготавливаем крюки и кронштейны для крепления деревянных желобов водостока на крышу. Иногда проще сделать кронштейн не из проволочного каркаса, а из короткого обрезка доски, если вырезать с торца треугольный паз под посадку желоба;
- Кронштейны из дерева или проволоки прибиваем к крыше гвоздями на углах стены так, чтобы два длинных желоба на всю длину стен на углу частично перекрывались краями;
- После регулировки положения каждого кронштейна и наклона желобов, внутреннюю поверхностьводостока выкладываем полиэтиленовой пленкой, края пленки можно закрепить своими руками скотчем, кнопками, сапожными гвоздиками.
Вместо водосточной трубы можно использовать тонкий уголок из жести или остатки деревянного желоба, длиной не менее 2,5м. Задача такого водостока — отвести собранную воду в подготовленную канаву, глубиной в 30см, отсыпанную щебнем или камушками. Рыть водоотводный ровчик нужно своими руками так, чтобы наклон поверхности способствовал отводу воды не менее чем на 1,5 метра от стены дома.
Такая конструкция водостока выглядит слегка архаично, но после обработки дерева консервирующим составом и заделки щелей силиконовым герметиком вместо полиэтиленовой пленкитакой водосток может послужить не один год.
Вариант водостока из жести или тонколистового металла
Если в вашем распоряжении имеются обрезки жести или старой оцинковки,лучше своими руками изготовить металлический водосток. Схема изготовления такая же, как и в предыдущем варианте. Из листа металла нарезаем полоски по 25см шириной и выгибаем их в виде желобов. В такой конструкции водостока есть один недостаток – под оцинкованный лист или жесть нужно делать настоящие прочные кронштейны из стальной полосы. Как вариант, можно использовать шестимиллиметровую проволоку – катанку, но в этом случае количество крюков кронштейнов придется увеличить вдвое.
Принцип изготовления кронштейна своими руками достаточно прост. Проволоку наматывают на спил бревна или пенек, диаметром не менее 20см, в два – три оборота. Снимают получившееся кольцо и сжимают руками так, чтобы из кольца получился проволочный жгут. Один край заготовки, примерно на 4см от конца, отгибают под крепление на крыше, оставшуюся часть выгибают по профилю желоба.
С помощью гвоздей или саморезов своими руками крепим кронштейны на крышу.
Устанавливаем желоба на проволочные кронштейны и, подгибая последние, выравниваем положение жестяных водосборников по горизонту так, чтобы получился угол наклона в нужную нам сторону.
Аналогично можно изготовить своими руками сливную трубу водостока, так будет значительно комфортнее. Водосточная труба предупредит разбрызгивание и сдув дождевой воды порывами ветра на стены и фундамент дома. Для изготовления трубы из жести потребуется деревянная или стальная оправка длиной не менее 2-х метров и диаметром 60-80мм. Если у вас нет опыта изготовления труб выколоткой на оправке, поинтересуйтесь тонкостями процесса в справочной литературе.
Сама процедура формирования трубы водостока своими руками несложная. Вырезанный по размеру лист жести как бы оборачивается вокруг оправки с одновременным простукиванием деревянным молотком по сгибаемой поверхности. Так металл ровнее и легче изгибается в нужном направлении. При отсутствии деревянного инструмента, можно воспользоваться металлическим молотком с прокладкой из дерева. Для крепления жестяной трубы потребуется два кронштейна из проволоки с кольцом на конце. Труба должна с небольшим усилием входить вовнутрь проволочного кольца.

Еще один обязательный элемент водостока можно изготовить из жести своими руками — водосборную воронку. Для этого нужно вырезать из металла заготовку конуса с основанием, равным двойному размеру сечения желоба. Согнуть конус из металла можно таким же способом, как и трубу водостока.Часть конуса от вершины до середины разрезаем ножницами на полоски, выравниваем их, и запрессовываем получившуюся воронку в верхнюю часть водосточной трубы. Для надежного крепления воронки вовнутрь трубы необходимо вставить распорное кольцо из нескольких сжатых витков проволоки. После распрямления витки проволоки надежно зафиксируют воронку на трубе.
Два слова о самой современной системе водостока своими руками
Самым дорогим и надежным проектом водостока, который можно создать своими руками, является конструкция из пластиковых канализационных труб. Для этого используются 100мм трубы с поворотными коленами. Если разрезать трубу вдоль на две части, получим прекрасные пластиковые желоба. Трубу на 57мм можно использовать для водосточной конструкции. Пластиковые хомуты на саморезах отлично подойдут для крепления всей схемы водостока своими руками на крыше или стенах дома. Отличную воронку можно изготовить из пластикового тройника, заглушки и ревизионные люки тоже могут использоваться. Вся арматура легко собирается на резиновых уплотнениях, прекрасно выдерживает температурные колебания.
Современные полипропиленовые трубы для водоотвода канализационных стоков обладают прекрасной стойкостью к воздействию агрессивных сред.
Как изогнуть железный лист без гибочного станка
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время. Для работы не понадобится гибочный станок, обойдемся небольшим набором инструментов, которые есть в мастерской.
Существует простой способ сделать это и без специальных приспособлений наподобие листогиба.

Как гнуть листовой металл в домашних условиях? — Справочник домашнего мастера
alexxlab | 04.05.2019 | 0 | Вопросы и ответы
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Технология загиба листового материала
Процесс рассмотрим на примере изготовления крышки для коптильни. Толщина листа в нашем случае 2 мм.

Сделайте разметку на листе. На каждый изгиб предусмотрено 35 мм, для загиба рекомендуется вычесть из этого размера по 4 мм. Соответственно, на листе надо нарисовать прямоугольник 508×308 мм, изгибы получатся длиной по 31 мм. Под линейку проведите линии.

Чтобы лист можно было легко согнуть, необходимо прорезать небольшие канавки. Наденьте защитные очки или маску и болгаркой ровно пройдитесь по линиям, глубина резания примерно один миллиметр, но не более. Толщина диска 1 мм.

Поменяйте диск на 2,5 мм и еще раз пройдитесь по линиям. Пользоваться двумя дисками надо по двум причинам.
- Тонким диском намного легче работать, он дает ровный срез, проще контролировать глубину.
- Широкий диск увеличивает пропил, что позволяет загибать металл без упора о кромки.
Прорежьте одну сторону угла, полностью они срезаются после изгиба.
Приступайте к гибке листа. Точно по линии пропиливания положите его на профиль, согните вначале одну сторону, затем противоположную.
Обстукивайте постепенно по всей длине, гните медленно, не пытайтесь сделать сразу большой угол.
Повторите операции с оставшимися краями листа. Если линия получилась не идеальной, то поставьте деталь на ребро и подровняйте проблемные места. Проверьте изделие. Все в норме – отрежьте болгаркой оставшиеся хвостики.
Проварите места срезов на углах. Болгаркой уберите окалину, потеки металла и острые края, придайте товарный вид.
Как сделать трубу из жести без станка
Домашние мастера придумали много способов сгибания металлического листа в трубу без применения станка.
Предлагаем вариант с применением походящей по размерам болванки. Делают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.
Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Как ровно согнуть лист металла
Большинство людей спрашивают себя: как ровно согнуть металлический лист? И не удивляет, ведь во время выполнения строительных работ может возникнуть надобность в выполнении аналогичной процедуры.
Трубы малого диаметра сгибают с помощью тисков. Достаточно часто при процессах строительства появляется надобность согнуть трубы довольно крупного диаметра. Для такой работы нужны особые станки, на каких исполняют сгибание листов металла и труб. Сгибаемый ингредиент при этом не изменяет свои начальные формы.
Как ровно согнуть металлический лист? Этапы:
Совет: при сгибании деталей принимается во внимание его толщина, эластичность и определяется радиус кривизны.
Методика эластичны метала
Сгибание листового металла предполагает исполнение конкретных действий, приводят которые к тому, что материал получает необходимую форму. Процесс сгибания металла исполняется без помощи сварочных или других соединений, уменьшающих долговечность и надёжность материала.
При сгибе слои снаружи изделия растягиваются, а внутренние сжимаются. Методика состоит в том, дабы одну часть перегнуть в отношении к другой на требуемый угол.
Своевременно эластичны лист металла подвергается деформации. Ее величина зависит от толщины изделия, пластичности, угла изгиба и скорости сгибания. Сам процесс исполняют на оборудовании, благодаря чему не появляются повреждения. Если согнуть деталь неверно, то на его поверхности могут случиться неодинаковые изъяны, благодаря чему на линии изгиба металл получает неодинаковые повреждения, что как правило приводит к ее неполадке.
Напряжение изгиба должно быть более, чем предел его жесткости. В результате эластичны может происходить пластическая дефармация. При этом после того как проведена операция сгиба готовая конструкция будет сохранять ту форму, которая была ей задана.
Плюсы процесса ровной эластичны металлического листа:
- Большая продуктивность процесса.
- В результате сгибания можно получить заготовку без шва.
- Готовая конструкция имеет высокую коррозийная стойкость.
- На месте сгиба не появляется коррозия.
- Конструкция считается цельной.
- Большая прочность.
Недостатки:
Если хотите узнать о ремонте больше посмотрите этот сайт.
Распространенный сайт здесь.
- Необходимое оборудование дорого стоит.
- Ручная эластична слишком трудоемкая.
В отличии от конструкций, сделанных путем сгиба металла, на сварных конструкциях есть шов сварки, который подвергается ржавчине и коррозии.
Сгиб изделий исполняется ручным способом или с применением специализированных устройств. Ручной изгиб – трудная и сложная в работе процедура, которая делается с применением плоскогубцев и молотка. Если необходимо ровно согнуть металлический лист маленькой толщины, используют киянку.
Сгибание листового металла выполняют с помощью вальцов, роликовых станков или пресса. Дабы материалу дать цилиндрическую форму, используют гидравлические, ручные или электропроводные вальцы. Аналогичным способом делают трубы.
Эластична листового металла применяется в целях домашнего строительства для изготовления водоотводов, каркасов из металла, профилей, труб и других конструкций. При сгибании материала собственными руками можно сделать трубы разнообразного диаметра. При помощи станков загибаются изделия с защитным покрытием из цинка. Для этого необходимо сделать станок, лучше всего по шаблону.
При загибе какого-нибудь изделия необходимо определить его параметры. Длина конструкции вычисляется с учетом радиуса. Для заготовок, которые сгибаются под прямым углом, без образования закруглений, припуск должен составлять 0,6 мм от всей толщины листа.
Своими силами можно сгибать следующие металлы:
Радиус изгиба зависит от качественных свойств металла и варианта эластичны.
Как ровно согнуть металлический лист собственными руками?
Для производства скобы способом эластичны используют следующие материалы и инструменты:
- тиски;
- лист металла;
- оправа;
- молоток;
- электрическая пила для металла;
- брусок.
Заблаговременно по схеме вычисляется длина полосы заготовки и исполняется расчет сгибания листа металла. В расчете на каждый изгиб выполняется запас по 0,5 мм толщины и по 1 мм на сгиб торцов в сторону. По заблаговременно составленной схеме выпиливается заготовка и выполняется отметка места загиба. Для того чтобы согнуть материал применяют тиски с угольниками.
Сначала на уровне изгиба необходимо зажать в тисках заготовку. Потом с применением молотка выполняется первый изгиб. Заготовка переставляется в тисках и зажимается оправой вместе с бруском, после этого исполняется второй изгиб.
Как ровно согнуть металлический лист: изготовление станка собственными руками
Для того чтобы создать приспособление, позволяющее в бытовых условиях сделать изгиб листа металла нужно приготовить следующие инструменты и материалы:
- уголок 80 мм;
- болты;
- балка металлическая двутавр 80 мм;
- петли;
- инверторный аппарат;
- струбцины;
- рукояти;
- стол.
Все работу начинаются с приготовления основы самодельного станка из профиля – двутавра 80 мм. Потом сверху к двутавровой балке закручивается уголок 80 мм на 2 болта. Во время сгибания он будет крепить заготовку. Под уголок варится три петли от дверей из стали, вторые половинки которых приваривают к самому уголку.
Дабы сделать гибку, к уголку привариваются две рукояти по 800 мм, с помощью которых можно будет поворачивать станок. Листогиб прижимается к столу с помощью 2-ух струбцин. Прижимной уголок откручивается. Потом ложится заготовка, а уголок передвигается на место.
Если понадобится его можно будет поднять, не снимая при этом. Потом материал продевают между двутавром и уголком. Лист металла бережно ровняется. Затягиваются болты и с помощью поворота заготовка гнется на требуемый угол.
Рукодельный станок – приспособление не универсальное, так как его применяют для сгибания листов небольшой толщины. Если испытываете необходимость в загибе материала с большой толщиной, необходимо использовать станки, сделанные на производстве.
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.Для гибки листового металла
- Гидравлические станки, в которых при помощи удара листовой металл изгибается по форме матрицы. Матрица может быть прямой, может криволинейной. Это оборудование профессиональное, используется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла Листогиб — проекция сбоку Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный.
Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается.
Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда.
В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку.
А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.



